高周波熱処理(焼入れ・焼戻し)
「高周波熱処理」とは
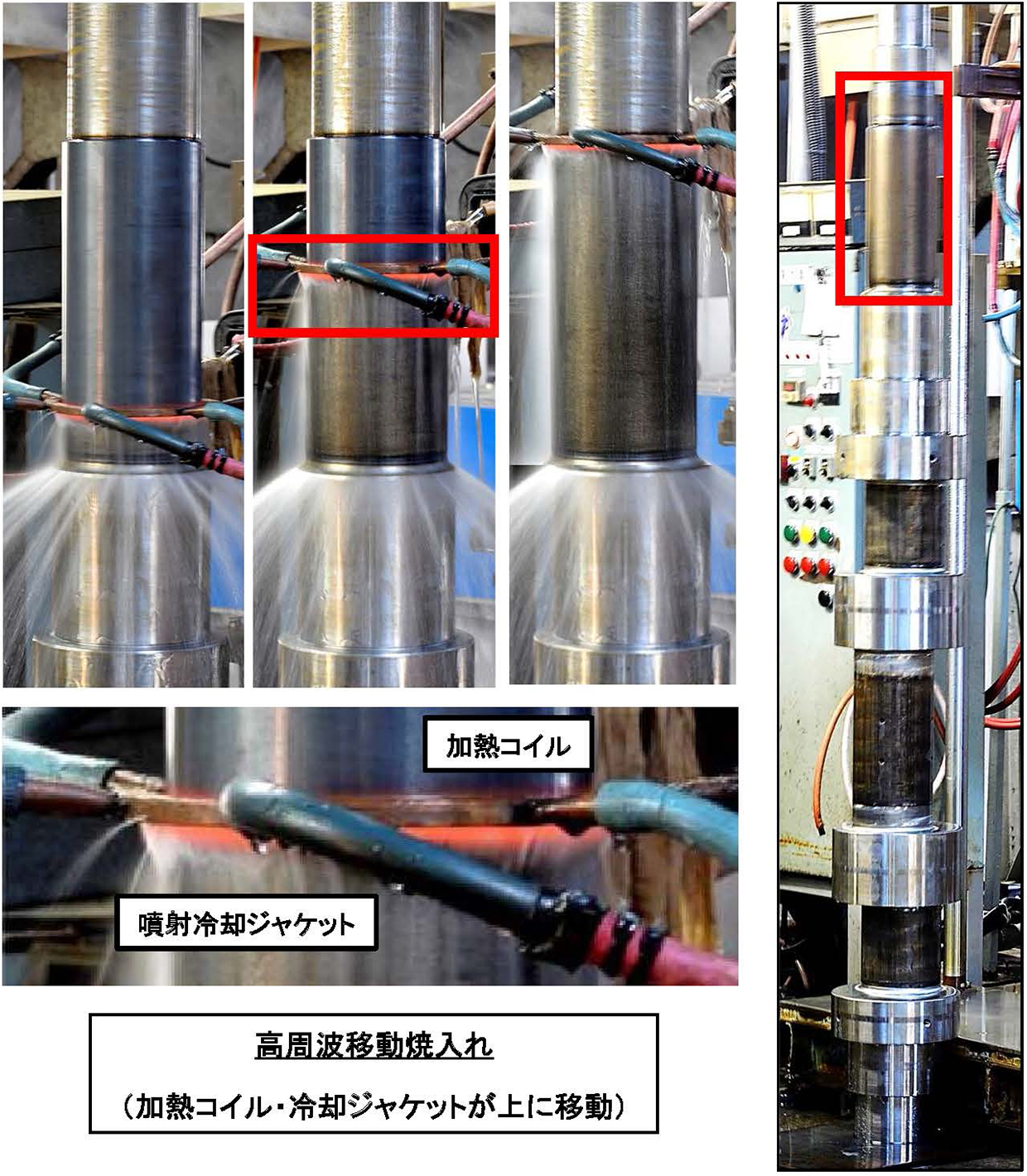
電気加熱である高周波誘導加熱を利用した代表的な表面硬化熱処理で、高周波焼入れでは、加熱面の特徴である急速・短時間加熱、表面加熱、部分加熱を生かしてオーステナイト(γ)化焼入温度に加熱後、噴射冷却により急冷して表面を焼入組織(マルテンサイト)化します。その結果、高い硬さと大きな圧縮残留応力が得られ、鉄鋼部品の耐摩耗性、疲労強度、じん性の向上に役立っています。
また、同様の加熱の特徴を利用して、表面焼戻しも可能で、じん性や耐遅れ破壊性の向上に役立ちますが、高い硬さや大きな圧縮残留応力は、焼戻しの温度が高くなり、加熱時間が長くなると徐々に低下します。
※JIS B 6912「鉄鋼の高周波焼入焼戻加工」に準拠
応研の「高周波熱処理(焼入れ・焼戻し)」受託事業
応研では、長年の高周波熱処理に関する研究開発の成果、豊富な受託処理の経験を元に、独自の高周波熱処理法を開発し、継続的改良も行いながら、複雑なお客様ニーズにもお応えしています。
そのため、試作を含む小ロット処理にも応じますので、ご相談ください。
また、より高品質を得るために、お客様との情報交換、共有化を大事にし、たとえば、下記のような対応を重視しています。
熱処理方案の慎重な作成
お客様からの要求仕様、関連情報(用途や負荷状態も含む)などを元に、要求品質が安定して確保出来るように熱処理方案を作成します。
- 必要情報:被熱処理部品(ワーク:ワークピース)の材質・鋼種、寸法形状および要求仕様(表面硬さ、硬化層深さ、硬化範囲)などです。
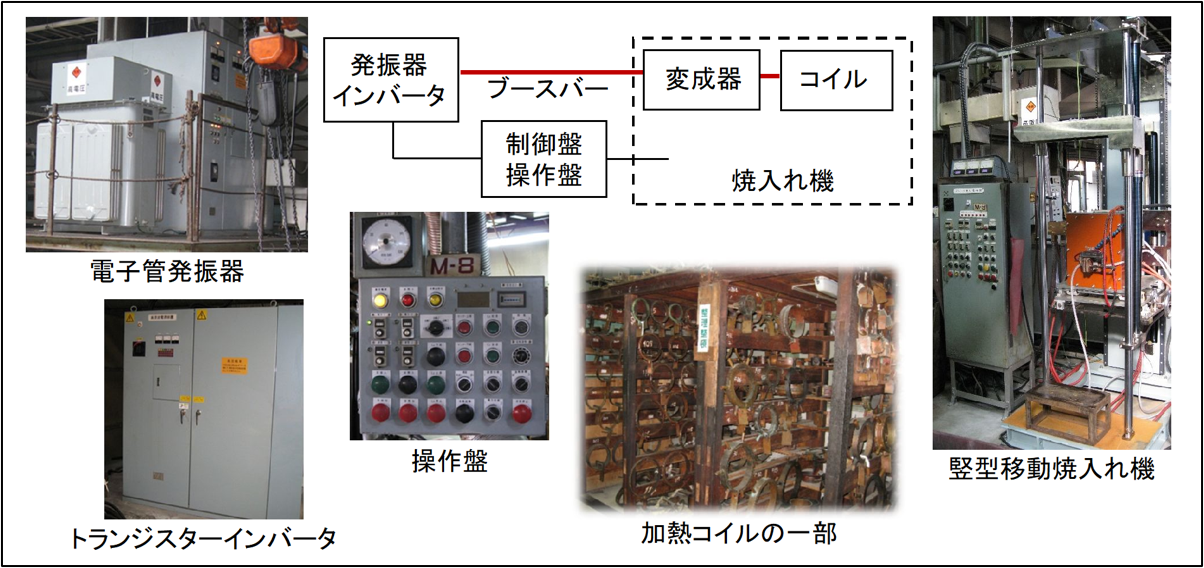
- 熱処理方案:要求仕様を元に使用電源、加熱コイル・冷却ジャケット、ワークセット方法(ワーク回転の要否を含む)を選定し、加熱(昇温、保持または放冷)時間、冷却時間(冷却剤は水)などを設定して作成します。
前熱処理の検討
均質化熱処理
- 課題:鉄鋼材料では鋼種名(S45C、SCM445など)は同じでも、化学成分や焼入前組織が微妙に異なることがあり、急速短時間加熱γ化を特徴とする高周波焼入れゆえに想定外に品質に影響する場合があります。
- 検討事項:より安定した焼入硬さや組織を得るには焼入前組織の均質性が重要となり、必要に応じて、前熱処理(焼ならし、焼なまし、調質/焼入れ・高温焼戻し)の要否を検討します。
応力除去焼なまし
- 課題:低変形が特徴の高周波焼入品(特に小型薄肉部品)において、さらに安定した(定まった)変形を実現するには、前工程の機械加工時に導入された内部応力の解放に伴う変形が課題になることがあります。
- 検討事項:必要に応じて、高周波熱処理前後のワークの残留応力を測定し、 事前の応力除去焼なましの要否を検討します。
高周波熱処理 受託加工の事例紹介はこちら
お客様の声
(滋賀県高島市)
応用科学研究所の高周波焼入れ技術は非常に精度が良く、弊社の製品に数多く使用させて、頂いています
応研での基礎研究が日本での高周波熱処理技術開発のスタート
「応研は、昭和16(1941)年より高周波発生装置並びに高周波焼入れに関する研究に着手し、大出力の工業用高周波発生装置を開発完成するとともに、終戦後のわが国工業界において、高周波焼入技術を初めて確立し、その普及に指導的役割を果たした。高周波熱錬㈱(現ネツレン)は、これらの装置及び加工技術を当研究所の指導の下、企業化した」
(『応用科学研究所要覧』より抜粋)
高周波熱処理(焼入れ・焼戻し)材の「金属組織および機械的性質・特性」の特徴
①高周波熱処理(焼入れ・焼戻し)材の金属組織の特徴
- 「微細γ結晶粒」(焼入材/全体&表面硬化とも)
γ粒生成後、成長(粗粒化)途中の急冷焼入れにより得られます。 - 「炭化物の微細分散析出」(焼戻材/全体&表面硬化とも)
析出した焼戻炭化物の粒成長途中での冷却により得られます。 - 「表面硬化層深さの設定自由度が大」(表面焼入硬化材)
「表皮効果」および「加熱温度・時間」の組合わせにより実現します。 - 「硬化範囲の設定自由度が大」(表面焼入硬化材)
「加熱コイル仕様」および「噴射冷却ジャケットと冷却水量・水圧」の組合わせにより実現します。
②高周波熱処理(焼入れ・焼戻し)材の機械的性質・特性の特徴
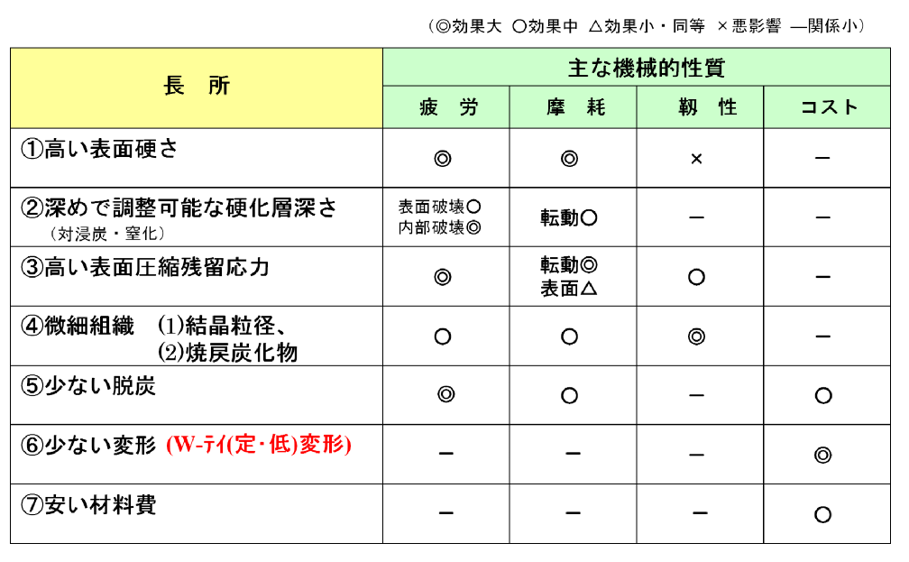
①に示す組織の各特徴を活かして「高い硬さ」「大きな圧縮残留応力」「高い延性・じん性」「高い疲労強度」「高い耐摩耗性」「高い耐遅れ破壊性」を示し、小型から大型まで各種機械部品の高強度化、軽量化に幅広く役立っています。
高周波熱処理材の「金属組織および機械的特質・特性」の特徴のまとめ
高周波熱処理(焼入れ・焼戻し)材の「金属組織および機械的性質・特性」の特徴
主な参考文献(クリックして詳細を見る)
※入手ご希望の方は問い合わせフォームからお問い合わせください。
高周波表面焼入れ関連
- 川嵜一博:熱処理技術入門、高周波熱処理作業、(2004)、p.272~、日本熱処理技術協会他編集、大河出版
- 川嵜一博、三阪佳孝、生田文昭:「高周波熱処理の高性能化、W-Ecoのさらなる進化を目指して」、熱処理、50,4、(2010)、p.368.
- 川嵜一博、三阪佳孝、清澤裕、尾崎良二:「高周波熱処理における表面高機能化の現状と将来」、熱処理、52,3、(2012)、p.150.
- 三阪佳孝、川嵜一博:「高周波熱処理の基礎」、熱処理、61,2、(2022)、p.27.
- 川嵜一博、三阪佳孝:「高周波熱処理の現状と脱炭素社会に向けた期待」、日本熱処理技術協会R4年度第2回熱処理セミナー、(2022-10).
高周波全体焼入れ・焼戻し関連
- 川嵜一博、千葉貴世、高岡憲久、山﨑隆雄:「誘導加熱焼入れ焼もどししたばね鋼の組織と機械的性質」鉄と鋼、73、(1987)、p.136 他、
- 川嵜一博、高岡徳義、平尾正、山﨑隆雄:日本鉄鋼協会「析出メタラジージェン研究会(座長:京大/牧正志教授)最終報告書、(2003)、p.64.
- 川嵜一博:「鉄鋼部品の変身術としての高周波熱処理」、ふぇらむ、浅田賞受賞記念講演・解説、10,7、(2005)、p.27.
- 川嵜一博、岡村司、岩永健吾、村山行雄、溝口茂:「高周波熱処理した高強度鋼棒・鋼線の特性と特徴」日本熱処理技術協会主催H26年度 第4回熱処理セミナー、(2015-2).